
TM 9-2320-266-34
Figure 11-5. Measuring Cylinder Walls.
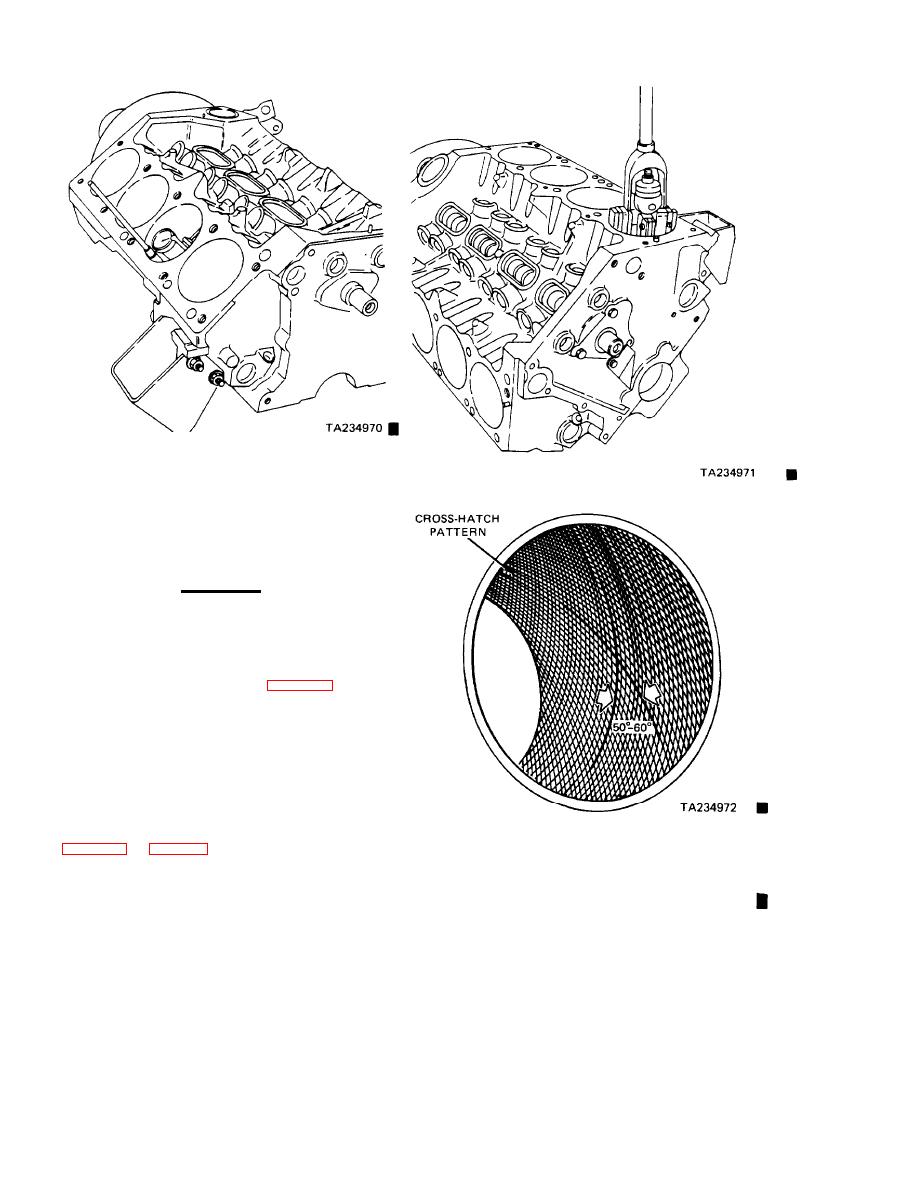
(2) The cylinder walls may be deglazed using a cylin-
der surfacing hone (figure 11.5.1). Use a hone equipped with
Figure 11-5.1. Deglazing Cylinders.
280-grit stones if the cylinder bore is straight and round,
Depending on the bore condition, 20 to 60 strokes will be
sufficient to provide a satisfactory surface. Inspect the
cylinder walls after each 20 strokes. Use a light honing oil.
CAUTION
Do not use engine or transmission oil,
mineral spiris or kerosene.
(3) Honing should he done by moving the hone up
and down fast enough to get a cross hatch pattern. The cross
hatch angle is most satisfactory for proper ring seating when
hone marks intersect at 50-60 degrees (figure 11-6).
(4) After honing. clean the block again to remove all
traces of abrasives. Use a solution of soap and water with a
brush and thoroughly dry the parts. The bore is clean when
a cloth remains clean after wiping it. Oil the bores immedi-
ately after cleaning to prevent rusting.
11-6. Servicing the Crankshaft.
a. General. Crankshafts with one or more undersize con-
necting rods or main bearing journals are steel stamped on the
Figure 11-6. Cross Hatch Pattern.
milled flat on the number eight crankshaft counterweight
b. Measurements. Measure the crankshaft journals for
undersize journals has all rod journals, all main journals, or
taper and out-of-roundness. Maximum allowable out-of.
both, undersize. When replacing a crankshaft, replace
round and maximum allowable taper are both 0.001 inch,
all main and connecting rod bearings with the correct size
Replace crankshafts that do not meet specifications.
new bearings: selective fitting is not required.
Change 7
11-6
