
TM 9-2320-266-34
11-4. Cleaning.
a. Check all core hole plugs for leakage; mark any leaky
plugs for replacement.
b. Clean all parts, using the appropriate method. When
solvent or carbon removal compound is used for cleaning,
blow the parts dry with compressed air. Be careful not to
nick or scar any machined surfaces.
c. Lubricate all machined surfaces following cleaning.
Figure 11-3. Timing Chain Oil Tab Location.
Section Ill. INSPECTION AND MEASUREMENT
11-5. Servicing the Cylinder Block.
a. General Some engines will have cylinder bores
machined to 0.020 inch oversize at the factory. These
engines are identified with the letter "A" stamped on the
engine serial pad. See table 11-1 for information on oversized
and undersized parts.
b. Inspection.
(1) Use compressed air to clean oil and coolant
passages.
the block if you find any.
(3) Inspct all threaded holes for damage; repair as
necessary, in accordance with paragraph 11-12. Replace
damaged bolts, screws, and nuts.
(4) Replace any leaky core hole plugs. Coat the edges
of the new plug and core hole with sealer. Drive the core
plug in so that the rim is indented 1/64 inch.
(5) Inspect the distributor drive shaft bushing for
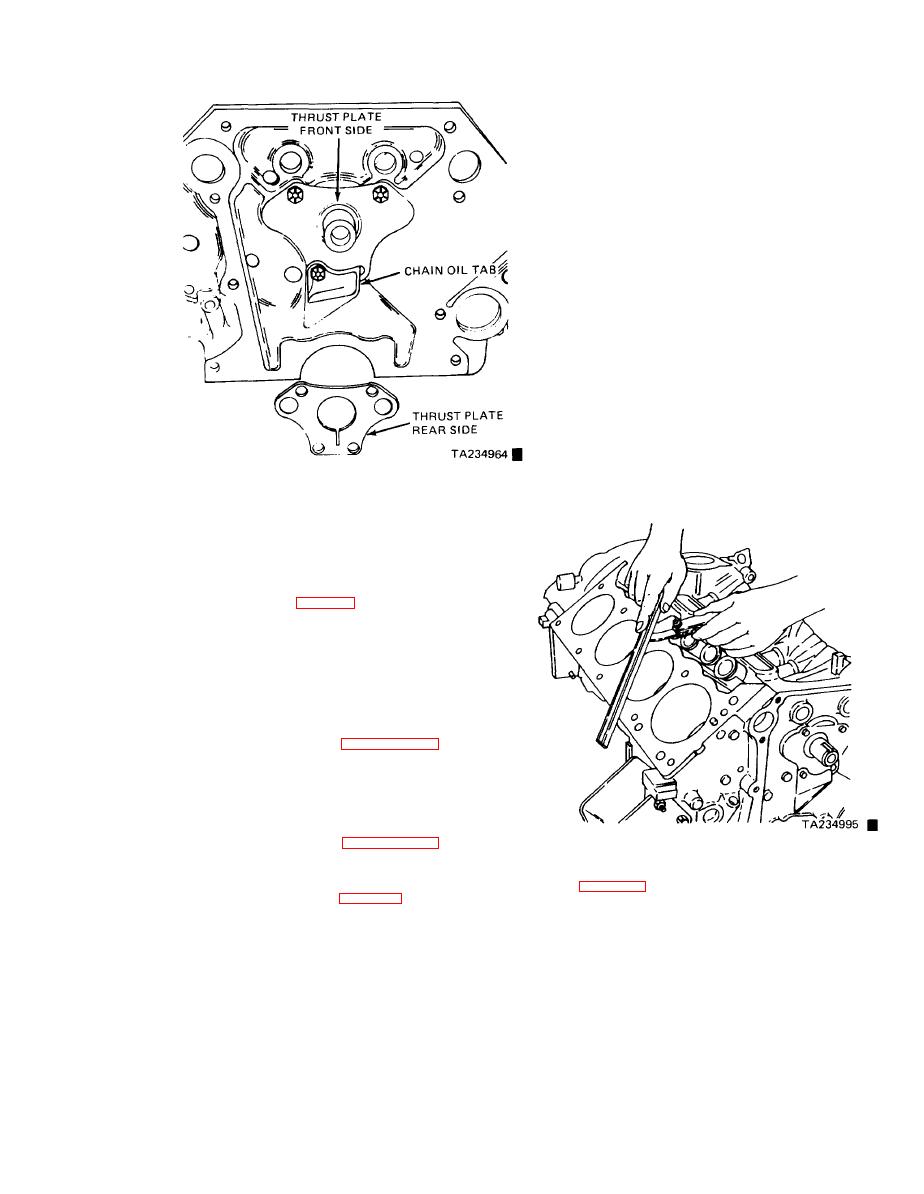
Figure 11-4. Measuring Gasket Surface Warpage.
damage. Replace if necessary (paragraph 11-13).
c. Measurements.
11-1 to determine what size bore and replacement piston to
(1) Use a straightedge to check the cylinder block
use. See figure 11-5.
head gasket surface for flatness (figure 11-4). If warpage ex-
d. Honing Cylinder Bores.
ceeds 0.009 inch per foot, resurface or replace the block.
(1) Use a cylinder hone for this job. In addition
(2) Measure the cylinder walls for out-of-roundness, or
to deglazing, it reduces taper and out-of. roundness and
a taper of more than 0.010 inch, or if the cylinder walls are
removes light scuffing, scoring, or scratches. Usually a
badly scuffed or scored, rebore and hone the cylinder block
few strokes will clean up a bore and maintain the required
and fit new pistons and rings. Before boring, refer to table
limits.
11-5
Change 7

